Établir un contact électrique fiable lors de l'installation d'un câble n'est pas aussi facile qu'il y paraît. Cela est particulièrement vrai pour les fils en aluminium : en raison des propriétés physiques du métal, des problèmes peuvent survenir lors de leur connexion.
Caractéristiques des fils d'aluminium
Selon les règles du PUE, il est interdit d'utiliser des conducteurs en aluminium lors de l'installation dans des locaux d'habitation.
Le fil d'aluminium est une solution bon marché, dont le prix est d'un ordre de grandeur inférieur à celui du cuivre. Il ne se corrode pas, car il se recouvre instantanément d'un épais film d'oxyde. Il a une faible densité.
Le principal inconvénient est la faible conductivité électrique de l'aluminium. C'est 37,9 S × m, ce qui est presque deux fois pire que le cuivre, qui a 59,5 S × m. La faible flexibilité du conducteur rend impossible son installation dans des endroits où il est exposé à des sollicitations mécaniques répétées.
Il existe quatre types de connexion filaire : sertissage, compression, soudage, brasage. Les manchons à sertir et les borniers permettent une installation facile et rapide des câbles dans des endroits où une résistance mécanique élevée n'est pas requise. Le soudage et le soudage donneront la connexion la plus durable et la plus fiable, mais ils nécessitent des compétences et l'utilisation d'outils spéciaux.
Méthode de pressage
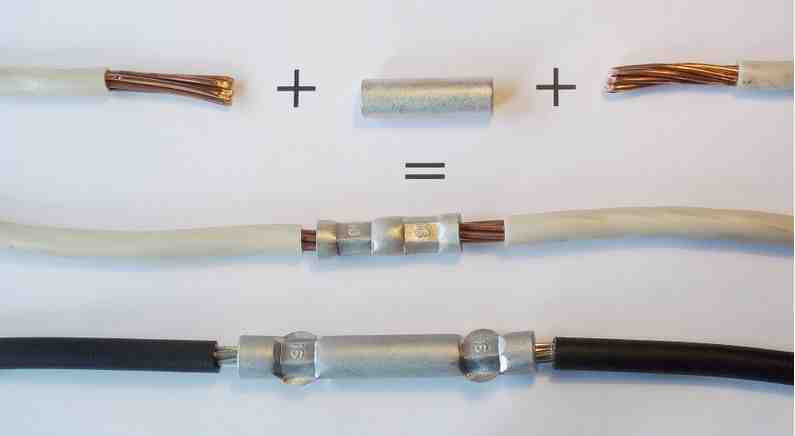
Le pressage est effectué à l'aide d'un manchon spécial dans lequel les veines sont insérées, après quoi elles sont serties avec un outil spécial - une pince à sertir. Les manchons diffèrent par le diamètre, la longueur et le matériau d'exécution. Lors de l'installation du câble, utilisez uniquement des manchons en aluminium ou en laiton. En utilisant des éléments en laiton, il est possible de connecter des fils d'aluminium à l'aluminium et du cuivre à l'aluminium.
Lors du raccordement de conducteurs en aluminium, il ne faut pas utiliser de manchons contenant du cuivre. Ces deux métaux forment un couple galvanique, ce qui conduit à une destruction accélérée de l'aluminium.
Pour connecter des conducteurs de différentes sections, des manchons spéciaux avec différents diamètres de trous d'entrée sont utilisés.
Le choix correct du diamètre du manchon protégera la section de chaîne de la surchauffe. Un diamètre plus grand donnera une petite surface de contact et une augmentation de la résistance. Si la section transversale du manchon est plus petite, il est nécessaire de réduire la section transversale des noyaux, ce qui affectera également négativement les propriétés conductrices.
Méthode de compression

Lors de l'acheminement d'un câble dans une boîte de jonction, le contact accidentel des conducteurs adjacents est hautement indésirable. Des borniers sont utilisés à cette fin.
La borne est un manchon isolé dans lequel les fils sont insérés. A l'intérieur, une vis ou un ressort est utilisé pour le fixer.
S'il est prévu d'installer un fil torsadé, avant de l'installer dans la borne, il est nécessaire de le sertir avec un manchon spécial, ce qui améliorera le contact et réduira le risque de pincement.
En utilisant des bornes avec connexion à vis, il est nécessaire de contrôler clairement la force de serrage afin d'éviter de couper le noyau avec la vis et sa destruction ultérieure. Les borniers Wago sont dépourvus de cet inconvénient. En eux, le mécanisme de fixation du noyau est une plaque en laiton et un ressort. L'utilisation de laiton dans la composition permet de connecter en toute sécurité des câbles de différents métaux.
Méthode de soudage

Le soudage fournit le meilleur contact électrique. Du fait de l'homogénéité de la connexion obtenue, il n'y a pas de problème d'augmentation de résistance de la section de circuit.
Une machine à souder est utilisée avec une puissance de sortie allant jusqu'à 1 kW et une tension réglable dans la plage de 14 à 20 V.Le soudage est considéré comme réussi si une goutte se forme à la fin de la torsion, avec un diamètre approximativement égal à la torsion.
Lors du soudage en bout, les torons sont réalisés avec un conducteur en carbone. Le temps d'exposition ne doit pas dépasser 2 secondes.
Il existe une option pour le soudage au gaz des fils. Dans une atmosphère de gaz inerte, un film d'oxyde cesse de se former, ce qui facilite grandement le procédé, mais des connaissances et un équipement spécifiques sont nécessaires.
Méthode de soudure

Avant d'étamer la surface, retirez le film d'oxyde. Cela peut être fait soit par action mécanique, par exemple avec du papier de verre ou une brosse à poils métalliques, soit à l'aide d'un flux chimique spécial. C'est une poudre blanche qui se dissout dans l'eau, après quoi elle est appliquée aux extrémités des veines étamées.
L'oxydation de l'aluminium dans l'air se produit en quelques secondes, il ne sera donc pas possible d'éliminer les oxydes par une action mécanique seule. Il est recommandé de combiner l'utilisation de flux et le nettoyage de surface.
Si deux noyaux sont soudés, un fer à souder de 60 W suffira. Pour les fils de grande section et pour souder des torsades toronnées, vous aurez besoin d'un fer à souder d'une puissance de 150 watts ou plus.
L'étain dans la soudure doit être d'au moins 50 %. Vous pouvez prendre de la soudure avec un contenu de 60 à 90 %.
Souder l'aluminium par étapes :
- Dégraisser la surface. L'essence, l'alcool fera l'affaire. Cela amincira le film d'oxyde.
- Fixez les fils dans la position requise.
- Appliquer le flux. Assurez-vous qu'il est coincé dans le joint des câbles.
- Réchauffez la torsion avec un fer à souder ou une torche à gaz. Dans ce dernier cas, soyez prudent, car le métal chauffe rapidement et peut fondre.
- Bricoler la jonction. Broyer doucement la soudure avec un fer à souder jusqu'à ce qu'un film brillant uniforme apparaisse.
Une surface correctement traitée acquiert un éclat métallique caractéristique. L'apparition de zones affaissées et non étamées ne doit pas être autorisée.
La soudure à l'étain est sensible à la corrosion, le joint fini est donc traité avec un vernis.
Lors de l'extension des fils, si un fonctionnement dans des conditions difficiles est prévu, un joint soudé ou soudé se montrera mieux. Au quotidien, pour les câbles qui ne sont pas soumis à des contraintes mécaniques, le sertissage avec un manchon est tout à fait adapté.







